
Типичный пример «завала» РК при заточке:
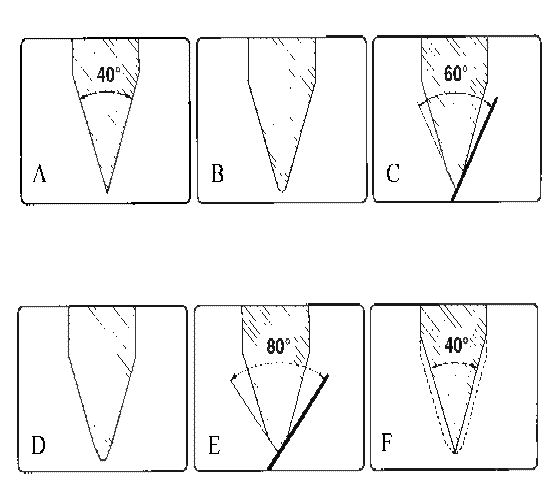
угол РК последовательно возрастает, спуск утолщается.
При подточке главное не изменить величину угла заточки — не завалить ее. Проиллюстрируем это примером. Упрощая себе заточку вы можете после затупления клинка поточить его под чуть большим углом. Потом еще чуть большим, и еще. В результате рабочий угол РК увеличивает свое значение с 40 гр. до 60 и даже 80. Это все равно, что пытаться резать углом дома. Пощупайте такое лезвие (аккуратно!) пальцами с двух сторон. Это то, что именуют "очень толстый спуск". Вот что происходит когда угол завален слишком сильно или намеренно дан слишком толстый спуск. А его таким могут задать даже на заводе: многие серийные производители, опасаясь нареканий от «продвинутых» пользователей, которые проверяют нож рубя им гвозди, задают его специально. На первых порах даже он худо-бедно режет, а РК становится намного прочнее. Так что очень часто заводские ножи нуждаются в переточке сразу после покупки или после непродолжительного использования.
Формирование заусенца.

А — начало заточки, В — формирование заусенца, С — формирование заусенца с противоположной стороны. Обратите внимание: угол заточки (т. е. расположение оси клинка относительно плоскости абразива) постоянный.
Возвращаясь к нашему ножику, точимому поэтапно, надо было сразу пойти на точку под заданным углом — исходный угол тогда бы остался неизменным. После этого можете переходить к описанной выше легкой правке. Очень важным для стадии точки является образование ровного заусенца по всей длине РК после точки одной стороны. Это говорит о том, что материал снят равномерно со всего лезвия. Если вы прервали точку до стадии образования заусенца то не исключено, что на РК остались «тупые» участки. Удалив заусенец переходите к поочередной точке сторон РК и далее к правке.