
Металлическая часть состоит из следующих элементов: клино-идной части, слегка закругленного обуха (ударная часть) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивают деревянный или металлический клин, предохраняющий молоток от спадания с рукоятки.
Молотки бывают с круглым и с квадратным бойком. Слесарные молотки изготовляются из инструментальной углеродистой стали У7 или У8 (табл. 1). Рабочая часть молотков подвергается закалке до твердости HRC 49–56.
Таблица 1Вес и размеры слесарных молотков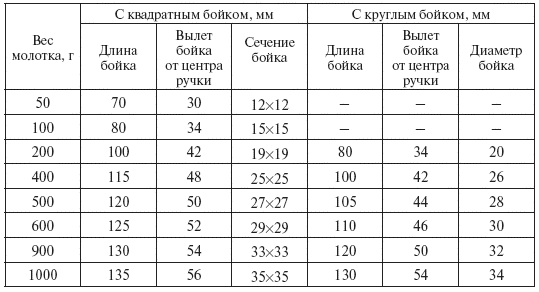
Правкой называют операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы. Правку производят горячим или холодным способом вручную, а также с использованием приспособлений или машин.
Чаще всего подвергают правке проволоку, горячекатаный или холоднотянутый пруток, полосовой и листовой металл. Реже правке подвергается сортовой металл (угольники, швеллеры, тавры, двутавры и рельсы).
Материал или изделие из цветных металлов следует править с учетом его физико-механических свойств молотком, изготовленным из соответствующего металла. Используют молотки из следующих цветных металлов: меди, свинца, алюминия или латуни, а также деревянные и резиновые молотки.
Гибкой называют операцию придания металлу определенной конфигурации без изменения его сечения и обработки металла резанием. Гибку производят холодным или горячим способом вручную либо с использованием приспособлений и машин. Гибку можно осуществлять в тисках или на наковальне. Гибку металла и придание ему определенной формы может облегчить использование шаблонов, стержневых форм, гибочных штампов и приспособлений. Гибка большого количества металлических прутков для придания им определенной формы возможна только в специально сконструированных и изготовленных для этой цели штампах и гибочном оборудовании.